sFAB
sFAB machines continue to evolve

sFAB-D machines have continued to evolve since their release to the market. They are able to insert parts into various panels with a wide range of support in part packaging. As an entry model, sFAB-SH machines are now added into the same product lineup.
In addition to the advanced versatility, scalability, and productivity of the sFAB-D machines, this machine specializes in general panel assembly as embodied in its simple platform that makes it easier to introduce.
Unparalleled part support range
Because the SmartFAB can handle large and heavy parts which cannot be handled on other insertion machines, a wider range of assembly can be automated. This can shorten the work time and make quality stable compared to manual insertion. By replacing heads, you can use two different specifications and get the maximum effect with minimum investment.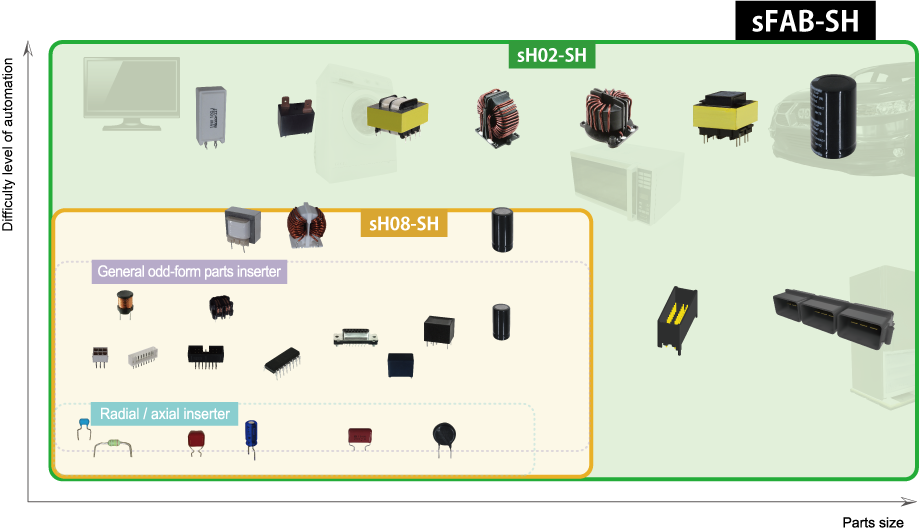
For large parts on power boards and automotive boards
Supports large parts up to 55 mm tall and 200 g in weight - sH02-SH head
Supports a wide range of parts from axial part, radial parts to large transformers, coils, and capacitors.
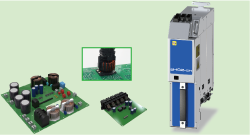
For control boards
Supports high-speed handling of small parts up to 39.5 mm tall and 20 g in weight - sH08-SH head
Performs high-speed insertions by transporting up to eight parts at once. Optimum for parts such as axial parts, radial parts, connectors, buzzers, and compact transformers.
Freely change the part supply units
You can put together the optimum production line by using the various feeders and tray units based on the production type.
sMTU-LS Tray unit

Up to 48 tray part types can be set.
sMFU-SH Feeder unit

Up to 16 radial tape feeders can be set.
When the production type is changed, it is possible to minimize line stop time by performing batch exchange.
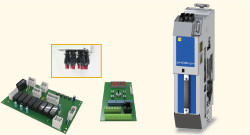
Feeders
It is possible to set up to 32 radial feeders (16 x 2 on each side) when the machine has an sMFU-SH and a fixed feeder pallet. It is also possible to support parts supplied in sticks and parts supplied in axial tape. Previous processes such as lead cutting are also automated.
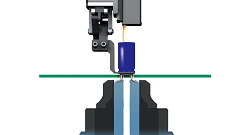
Inserts in the correct direction
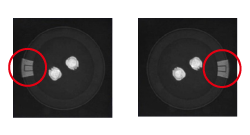
Direction checks before and after pickup

For parts whose polarity can be identified on the top surface of the part, the supply direction is checked by imaging the part top before picking up the part. After picking up, the tool is rotated to correct the direction of the part. This prevents parts from being placed in the wrong direction.
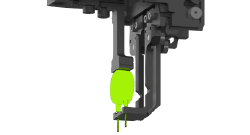
For parts for which the direction can be determined from the part bottom, the direction is determined after vision processing the leads and the part is inserted in the correct direction.
Reliable handling, accurate insertion
Reliable part handling
Part lead chucks that support radial parts hold part leads. This ensures that lead pitches are stable and provides accurate insertion without vision processing, thus improving the insertion tact time.
In addition, making the lead pitch stable is effective even for parts with unstable lead pitch such as kinked parts, which are discarded if the part fails vision processing.

Part lead chucks that support axial parts hold part leads. This ensures that lead pitches are stable and provides accurate insertion without vision processing, thus improving the insertion tact time.
Vision recognition with high accuracy
Various lighting patterns and highly accurate vision processing
By imaging and vision processing the tips of part leads using sidelighting, it is possible to offset lead positions and check for bent leads. This enables stable insertion.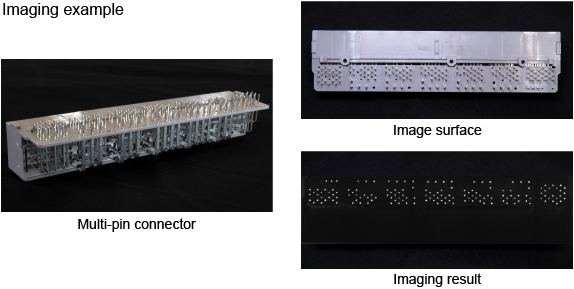
Insertion checks and clinching to maintain high quality
Part insertion check
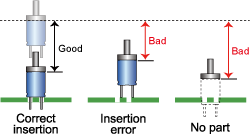
This function is for checking whether a part has been inserted based on a difference between the actual Z-axis stroke and the necessary stroke for successful insertion.
In addition, a conductivity check is performed during cut and clinch operation to check whether the part has been inserted correctly.
Processing for preventing parts from falling over after insertion
A leaded part is inserted and the leads are cut and clinched from the panel bottom. This prevents the inserted part from falling over or coming out.
Adjustment functions for accurate insertion
Adjusting placement coordinates
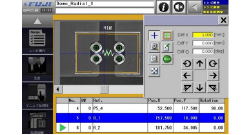
There are some cases in which the size of the actual panel on which parts are to be inserted is different from the dimensions in the drawing. Because of this, the machine has functions for finely adjusting the insertion position. This is done by checking the actual insertion positions at the control panel.
Automate manual insertion without extra processing
The machine has high compatibility with existing processes such as lines using flow pallets or lines performing batch production.
Line directly connected to a wave soldering machine
Can convey the general 16-inch reflow pallets as they are. Easy to directly connect to the wave soldering unit.
Batch production line
By cutting and clinching, there is no concern about parts falling over or coming out when transporting from magazines. It is possible to keep stable part quality even in the wave soldering process.